Application:-Make a leak test system. Write PLC program for leak test system using ladder diagram language.
Diagram:-
Explanation:-
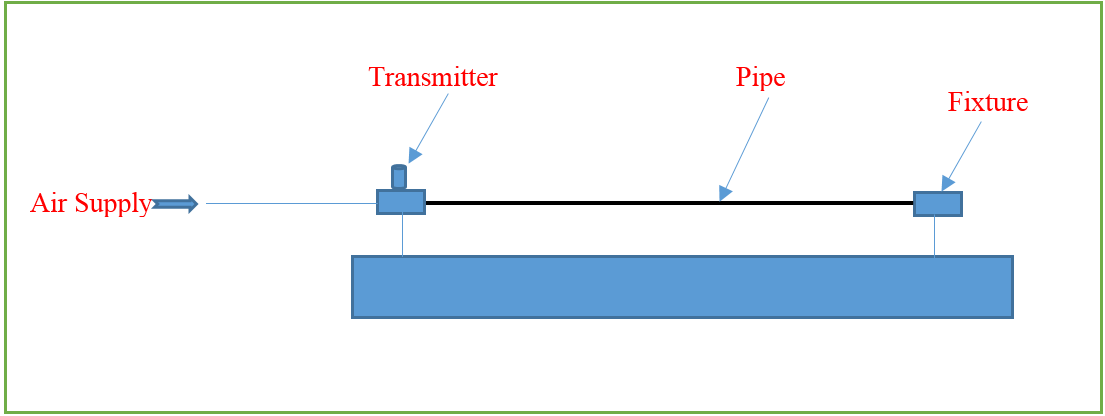
As per the above
application, there is one pipe in the system. We need to check its leakage by
applying pressure up to 4- 5 bar. For leakage testing, the first pipe will be put
into the fixture and one side pipe will be blocked completely. From the other side, the pressure will be applied.
The transmitter will read
the pressure. Once the pressure achieved into the pipe, the system will close the
inlet pressure valve and hold pressure into the pipe. If there is no pressure
drop for 1 minute, the pipe is ok and if the pressure drop measured during 1 minute, the pipe is leaked.
PLC
program:-
Write the ladder program for the above application using
ladder diagram language. Here for ladder logic, we can use any supported PLC
system like S7-1200, S7-300, S7-1500 or any other PLC which can support this
instruction. For PLC logic we need digital inputs and outputs.
Digital
inputs:-
Start Button=I0.0
Digital Output:-
Inlet Valve=Q0.0
Ok lamp=Q0.1
M
Memory:-
MD24= Set Pressure
MD20=Actual Pressure
|
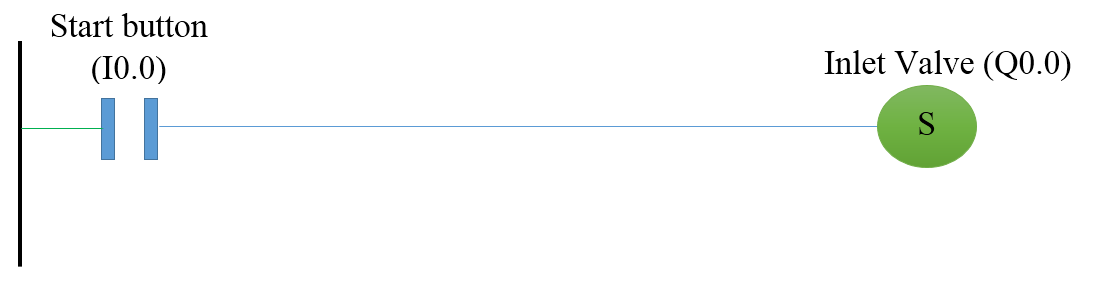
Network
1:-Inlet valve for air supply |
Network 2:-Inlet valve reset when pressure achieved

Network
3:-Indication timer for ok pipe

PLC
program Explanation:-
In network 1, the inlet valve (Q0.0) will on when the start button (I0.0) is
pressed. Here we used set coil so the output will be set after the start button
pressed.
In network 2, the inlet valve will be off when Actual pressure (MD20) is
greater or equal to set pressure (MD24).
In network 3, if the pressure will not drop from the pipe for 60 seconds, ok
indication lamp will be on.







